Les défauts liés à une mauvaise préparation des bords avant soudage
Depuis près de 100 ans, les industries de tous secteurs utilisent les procédés de soudage pour leurs assemblages métalliques...

Depuis près de 100 ans, les industries de tous secteurs utilisent les procédés de soudage pour leurs assemblages métalliques. Les techniques et le matériel se perfectionnent d’année en année pour toujours plus d’efficacité. Malgré l’utilisation de postes à souder à la pointe de la technologie, l’étape préalable au soudage, à savoir la préparation des extrémités à souder, reste bien souvent négligée ou réalisée avec des techniques non adaptées. Or, parmi les nombreux facteurs pouvant affecter la qualité d’une soudure, une mauvaise préparation est un facteur récurrent. Cet article détaille ces défauts et comment une préparation correctement réalisée permet de réduire le risque de les voir apparaitre.

La fissuration est l’un des défauts les plus fréquemment observés dans les soudures. Elle est due à des contraintes mécaniques trop importantes dans le cordon soudé. Les fissurations plus couramment observées sont la fissuration à chaud et la fissuration à froid.
La fissuration à chaud
Comme son nom l’indique, ce type de fissure apparait lorsque le métal est encore chaud, au moment de la solidification. Parmi les facteurs favorisant l’apparition de tels défauts, on retrouve la conception du joint soudé. En effet, plus un chanfrein est étroit, plus les contraintes mécaniques dues à la solidification du métal sont importantes. Si celles-ci sont trop élevées une fissure risque de se former lors de ce changement d’état. Il est donc important de déterminer correctement l’angle du chanfrein. Lorsqu’il est effectué manuellement, le chanfrein ne peut pas être précisément maitrisé. On privilégiera donc un usinage des bords à l’aide d’une machine adaptée qui permettra de réaliser un angle précis et constant.
La fissuration à froid
Une fissure à froid apparait après l’opération de soudage (immédiatement ou plusieurs heures voir plusieurs jours après). Un tel défaut est causé par la combinaison simultanée de trois facteurs : une structure de trempe (dure et fragile), des contraintes mécaniques résiduelles (liées au bridage par exemple) et la présence d’hydrogène diffusible dans le cordon de soudure. Ce dernier facteur peut être lié à une mauvaise préparation des bords. En effet, lors d’une opération de soudage sur une pièce rouillée ou mal dégraissée, l’hydrogène présent dans la rouille ou les hydrocarbures va se décomposer dans la soudure. Des contraintes vont alors apparaitre à l’échelle atomique lors du refroidissement du métal. Lorsque cette concentration de contraintes sera trop importante, le métal va se fissurer.
Accompagné par d’autres précautions comme l’étuvage des électrodes ou le préchauffage des pièces, l’usinage des bords (sans lubrification) permettra de réaliser une soudure sur une matière exempte d’hydrogène et ainsi de réduire la probabilité de fissuration à froid.
En plus de favoriser la fissuration à froid, une surface mal préparée peut également causer l’apparition de soufflures dans la soudure. En effet, la présence d’eau, de rouille ou de matière grasse sur la pièce va entrainer la formation de bulles de gaz qui risquent de se retrouver piégées à l’intérieur du cordon. Comme pour la fissuration à froid, un usinage approprié (sans lubrification) de l’extrémité à souder de la pièce permettra une réduction significative des risques d’apparition de ce type de défauts.
La pollution ferreuse concerne les aciers inoxydables. Lorsqu’un tel acier se retrouve en contact avec des particules ferreuses et un milieu conducteur d’électricité (de l’air humide par exemple), il se crée un mécanisme de corrosion galvanique. La couche passive de l’inox va alors progressivement se détériorer et de la corrosion par piqures risque d’apparaitre.
Ces particules ferreuses proviennent en général de l’utilisation d’équipements non appropriés. Cela concerne :
Cette pollution peut également provenir d’opérations de meulage sur de l’acier carbone réalisé à proximité des pièces en inox.
Dans le cadre d’une pièce usinée avant soudage, il sera essentiel de s’assurer que les mors de serrage et les outils de coupe utilisés sont bien compatibles avec l’usinage de l’inox (par exemple des mors en inox ou en alliage léger) et n’ont pas été utilisés auparavant pour le travail de l’acier carbone (ou ont été décontaminés depuis).
Manque et excès de pénétration
Le manque de pénétration se caractérise principalement par une zone non fondue à la racine de la soudure. L’excès correspond lui à un surplus de métal fondu à la base du joint soudé. Ces deux défauts sont causés par de mauvais paramètres de soudage (intensité, tension et vitesse d’avance) mais également par un jeu entre les pièces ou une épaisseur de talon mal maitrisés.
Un jeu trop étroit engendrera un manque de pénétration alors qu’un jeu trop important risque de créer un excès de pénétration. Un positionnement très précis des pièces ne suffira pas dans tous les cas à éliminer ce type d’anomalies. En effet, si les pièces à souder ne sont pas parfaitement parallèles à cause d’une mauvaise préparation, un jeu irrégulier entre les pièces pourrait alors engendrer un excès ou un manque localisé. Un dressage précis de l’extrémité permet de s’affranchir d’une des causes d’apparition de ce défaut.
Une bonne préparation, pour s’assurer d’un jeu constant ou d’un talon régulier, est primordiale lorsque l’on utilise des procédés automatisés comme le TIG orbital ou le MIG robotisé. En effet, le soudage s’effectuant sans intervention humaine, les défauts d’alignements ne sont pas rattrapés par la machine comme pourrait le faire un soudeur expérimenté.
Collage ou manque de fusion
Le manque de fusion, également appelé collage, se caractérise par une zone de contact non fondue entre le métal déposé et le métal de base.
Ici aussi, la préparation des bords est une des causes d’apparition de ce défaut. Dans un chanfrein trop étroit par rapport au diamètre de l’électrode, l’arc peut être attiré par l’une des parois. Il y a donc fusion de l’un des bords et le chanfrein se remplit de métal fondu. Cependant, l’arc n’ayant pas directement atteint la racine (ou la passe précédente) et le côté opposé du chanfrein, ces zones n’ont pas été fondues et ont été simplement recouvertes de métal d’apport. L’aspect de la soudure peut alors sembler convenable mais en réalité, la continuité métallurgique recherchée lors de l’assemblage par soudage n’est pas respectée. Ces défauts étant généralement situés à l’intérieur du joint soudé, ils sont rarement observables à l’œil nu et nécessitent l’emploi de techniques de contrôle telles que les ultrasons ou la radiographie.
Une détermination adéquate de l’angle du chanfrein et un usinage précis avec un angle constant permettront de diminuer les risques de collage.

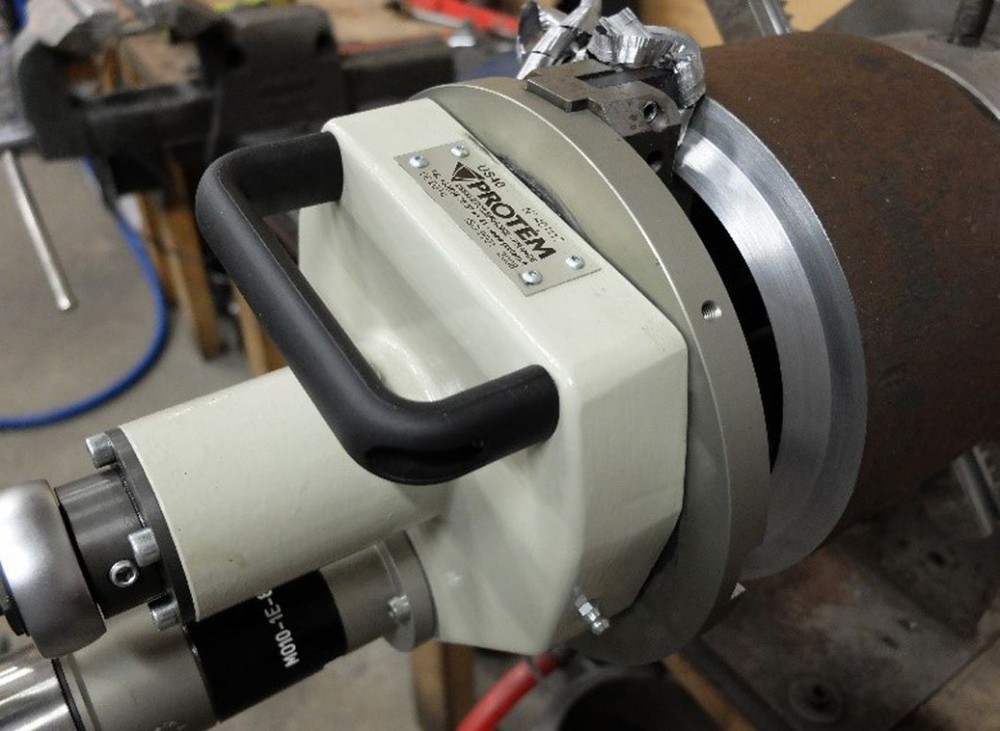
Pour réaliser la coupe d’une pièce métallique, deux techniques sont principalement utilisées. La coupe par apport de chaleur (chalumeau, plasma, Laser, etc.) et la coupe par usinage mécanique (meules, scies, machines de coupe orbitales, etc.).
Les conséquences d’une préparation imprécise liée à l’utilisation de solutions d’usinage telles que les meules ou les scies ont été détaillées précédemment.
Dans le cas d’une découpe par apport de chaleur, la qualité de la découpe peut s’avérer satisfaisante lorsqu’elle est réalisée par un opérateur averti ou à l’aide d’un système automatisé. Cependant, ces techniques produisent dans la majorité des cas une zone affectée thermiquement (ZAT) à proximité de la découpe. Dans cette zone, les caractéristiques physiques du matériau se trouvent être fortement modifiées. Si une soudure est réalisée directement sur ce matériau altéré, la qualité de la soudure et sa tenue mécanique pourraient alors être compromises. Il sera donc indispensable de reprendre cette zone en usinage afin d’éliminer cette ZAT et de s’assurer de la qualité finale de la soudure.
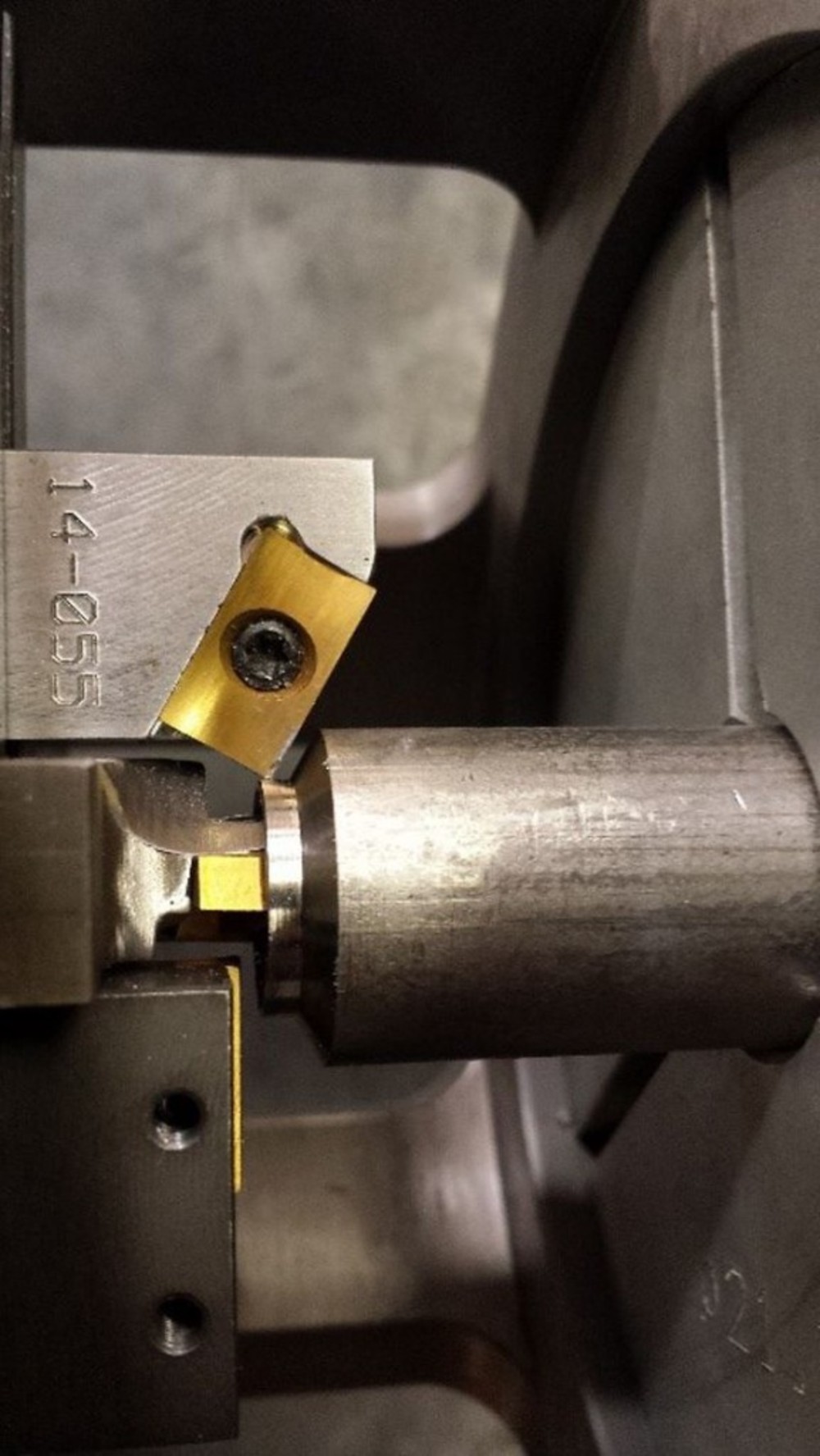
L’utilisation de machines orbitales permet de s’affranchir des problématiques de précision liées à l’utilisation de meules ou de scies et des contraintes de ZAT liées aux techniques de découpe par apport de chaleur. Ces équipements permettent de réaliser coupes et chanfreins en une seule et même opération, sans ZAT et avec une qualité optimale et répétitive.

On désigne par « procédés à haute densité d’énergie » le soudage Laser et le soudage par faisceau d’électrons (FE). Ces procédés utilisent un faisceau (un laser ou un bombardement électronique) focalisé de façon à ce que l’énergie apportée à la pièce à souder soit telle qu’elle fasse fondre le métal. Grace à ces techniques, il est possible de souder sur plusieurs centaines de millimètres d’épaisseur en une seule passe et en réalisant un cordon n’excédant que très rarement les 5mm de largeur.
Les assemblages soudés de la sorte ne nécessitent pas de chanfrein mais un dressage extrêmement précis de l’extrémité des pièces. Par exemple, une préparation pour une soudure laser sera acceptable si le défaut d’alignement est inférieur à 1/10e de millimètres. De plus, ces technologies, et particulièrement le soudage FE, exigent des pièces exemptent de toute pollution. L’opération par faisceau d’électrons étant réalisée sous vide, aucun résidu d’eau ou d’hydrocarbures ne doit être introduit dans l’enceinte sous peine de rendre l’obtention du vide plus délicate.
L’utilisation de ces méthodes ultra perfectionnées nécessite l’emploi de matériel d’usinage approprié capable de réaliser une préparation parfaite de l’extrémité à souder.
Le soudage est toujours une opération délicate. De nombreux paramètres doivent être connus et maitrisés pour garantir un résultat optimal. Dans le cas contraire, ils sont autant de causes d’apparition de défaut pendant ou après la réalisation du cordon de soudure qui altèrent la qualité de l’assemblage.
Malgré le perfectionnement des techniques et des connaissances en la matière, les industriels sont régulièrement confrontés à des problématiques de joints soudés non conformes. Les conséquences d’une soudure mal réalisée peuvent être désastreuses pour le bon déroulement d’un projet, aussi bien en termes de délais qu’en termes de budget. En effet, éliminer un cordon de soudure et en réaliser un nouveau peut prendre plusieurs heures et même plusieurs jours dans le cas d’assemblages de grande dimension.

Une préparation correcte des bords à souder ne permettra jamais d’éliminer 100% des causes d’apparition des défauts mais permettra dans 100% des cas d’augmenter la qualité finale de l’assemblage soudé.
Thomas Regourd, Ingénieur Commercial Amérique du Nord pour: Protem SAS, Etoile sur Rhone/France, contact@protem.fr